


Ventouses plates SUF
- Diamètre : de 1 à 100 mm
- Matière : NBR, NBR-ESD, SI, SI-CO, HT1, HT1-ESD, EPDM-ECO
Afficher la catégorie
La numérisation et la mise en réseau croissantes dans pratiquement chaque secteur augmentent non seulement les besoins en composants électroniques mais aussi leur complexité. Des exigences toujours plus élevées sont notamment posées aux secteurs de l’automobile, des produits électroniques grand public (combinés), de l’infrastructure ou de l’aéronautique. De nouvelles technologies de fabrication et la miniaturisation sont les réponses à ces exigences.
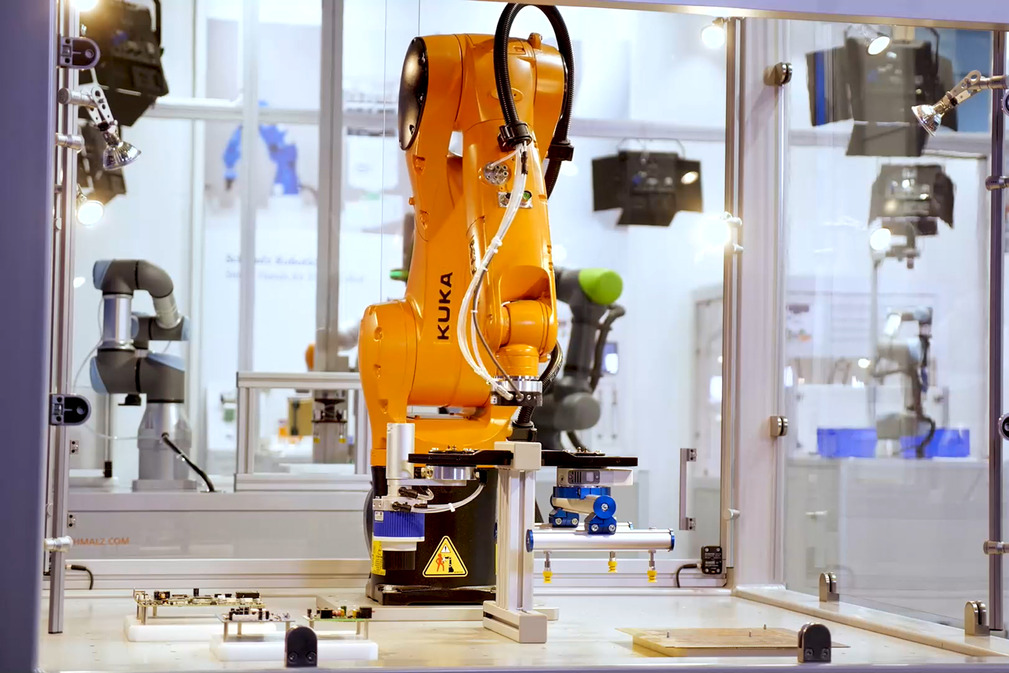
Des puces toujours meilleures et plus performantes, qui sont transformées dans des procédés complexes dans le secteur de l’emballage, sont fabriquées dans le secteur des semi-conducteurs. Grâce au facteur de forme qui ne cesse de diminuer, il est demandé aux fabricants des circuits imprimés et aux développeurs de générer des commutations plus complexes et de les fabriquer de façon fiable. En raison également de la forte demande en appareils électroniques, les fabricants de tous les secteurs sont encouragés à améliorer leurs procédés, à augmenter leurs débits et, dans le même temps, leurs rendements. L’automatisation et le traitement de l’information font partie de ce procédé. Une manipulation fiable et délicate des composants et produits au sein de la chaîne des procédés gagne en importance.
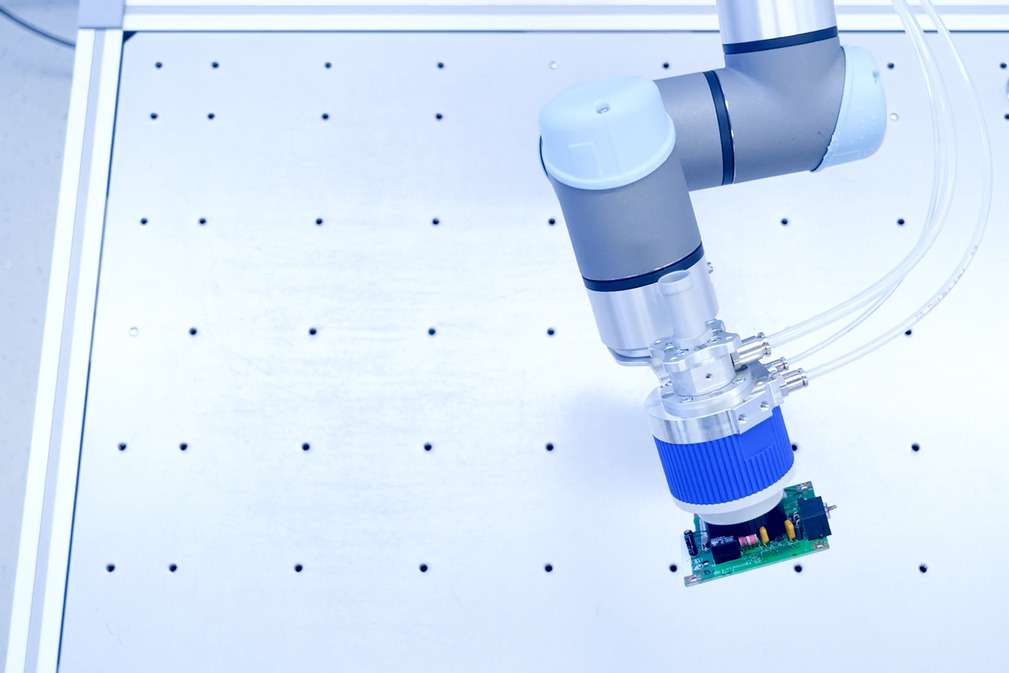
Grâce à la technique du vide et aux systèmes de vide correspondants, il devient possible de répondre à ces exigences. En raison de la compétence de Schmalz dans le secteur de la technique du vide et de la connaissance correspondante du secteur de l’industrie électronique, Schmalz est à même d’offrir les solutions adaptées, même pour des procédés les plus avancés. De plus, de nouveaux produits, qui répondent aux exigences croissantes des différents secteurs des semi-conducteurs, de la fabrication des circuits imprimés et des produits finis, sont sans cesse développés.
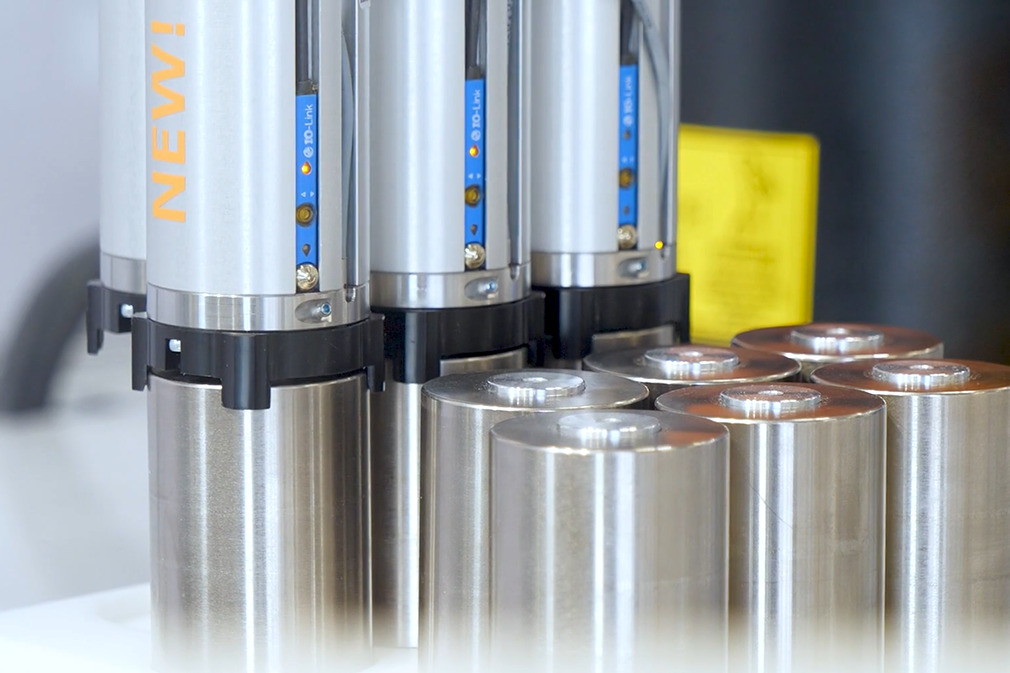
Nouveau
Webinaire : La matière de ventouse droite pour les composants électroniques sensibles
Du défi à la solution pratique :
Dans ce webinaire enregistré, vous apprendrez pourquoi les ventouses standard atteignent rapidement leurs limites lors de la manipulation de composants électroniques sensibles - et, surtout, comment surmonter ces défis.
À l'aide de notre liste de contrôle pratique pour la sélection des matières et des ventouses droites, vous obtiendrez des conseils concrets pour votre application spécifique.
REGARDEZ LE WEBINAIRE MAINTENANT - 100 % GRATUIT ET TOTALEMENT SOUPLE

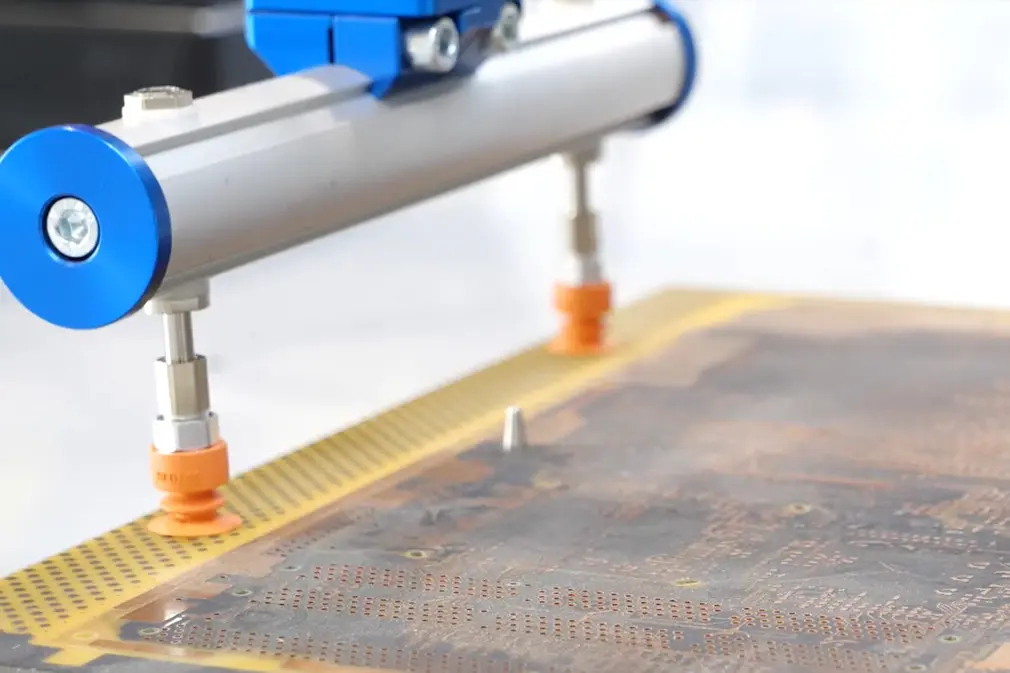
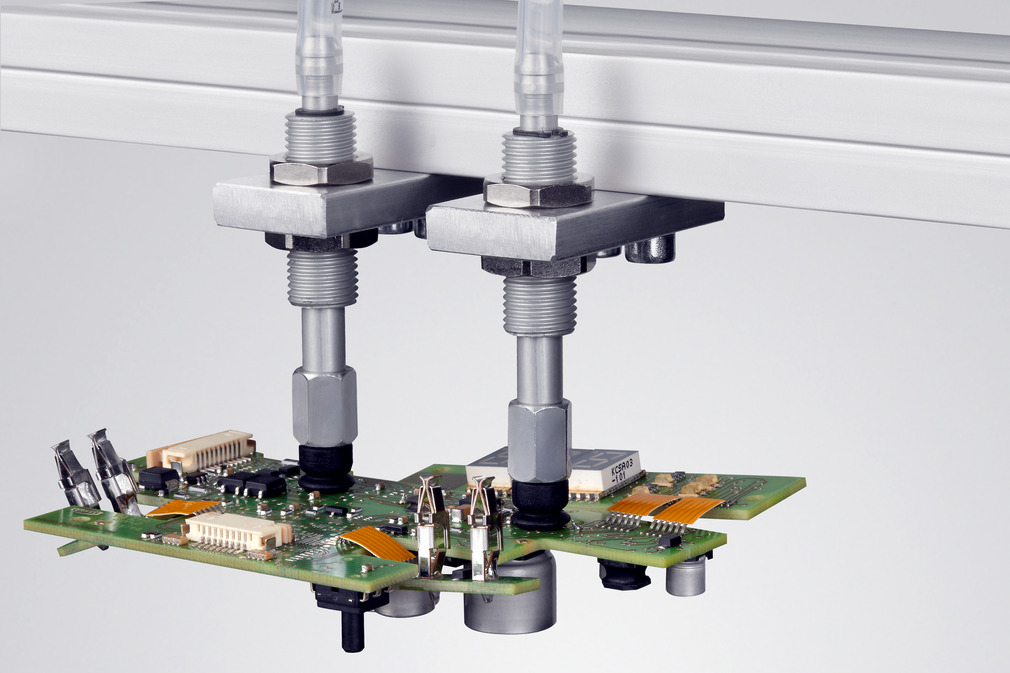
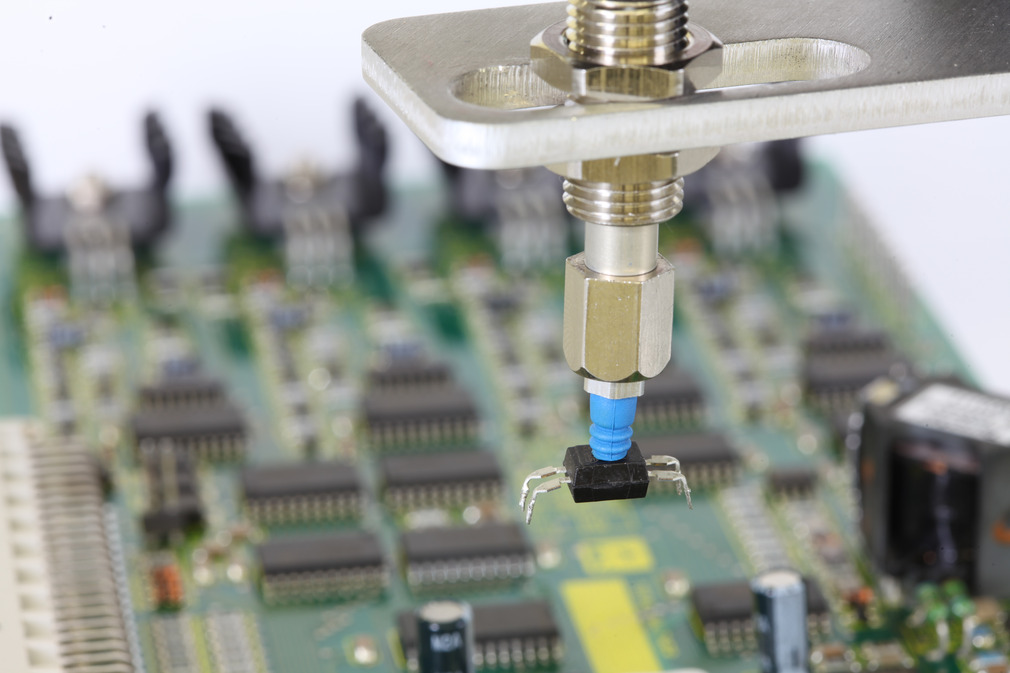
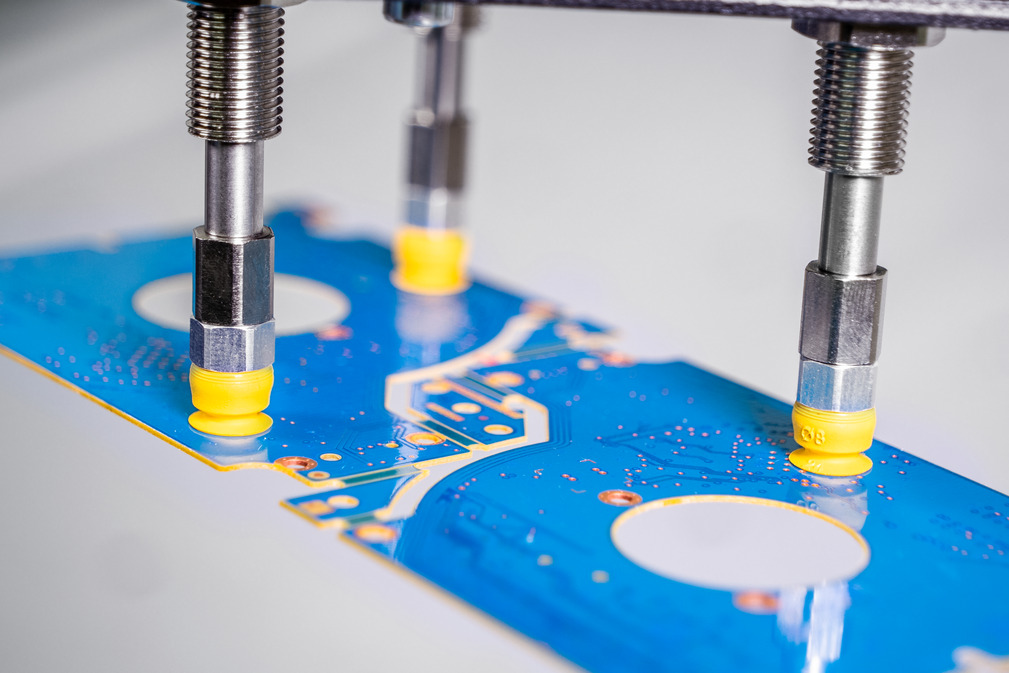
Les zones actives du circuit imprimé sont extrêmement sensibles. C’est la raison pour laquelle les circuits imprimés sont manipulés au niveau du bord extérieur. Dans une telle situation, Schmalz recommande l’utilisation de ventouses d’un diamètre inférieur à 15 millimètres des gammes de produits PFYN, FSGA ou FSG. L’utilisation d’une tige à ressort pour la compensation de la hauteur de la gamme de produits FSTIm assiste une manipulation fiable. Si cette tige à ressort est combinée à une ventouse plate, telle que la SGON, vous obtenez une solution qui maîtrise également les exigences et les cas de charge les plus difficiles.
Dans le domaine de la fabrication des circuits imprimés, les influences environnantes ne doivent pas être sous-estimées. Schmalz propose différents matériaux combinés. Des ventouses fabriquées par exemple avec un matériau HT1 laissant peu de marque ou un matériau NBR-ESD permettant l’évacuation fiable des charges créées sont proposées dans la gamme des produits.
Grâce à ces solutions de la société Schmalz adaptables individuellement, les étapes de manipulation et de procédé peuvent être réalisées de manière plus fiable et les rebuts minimisés.








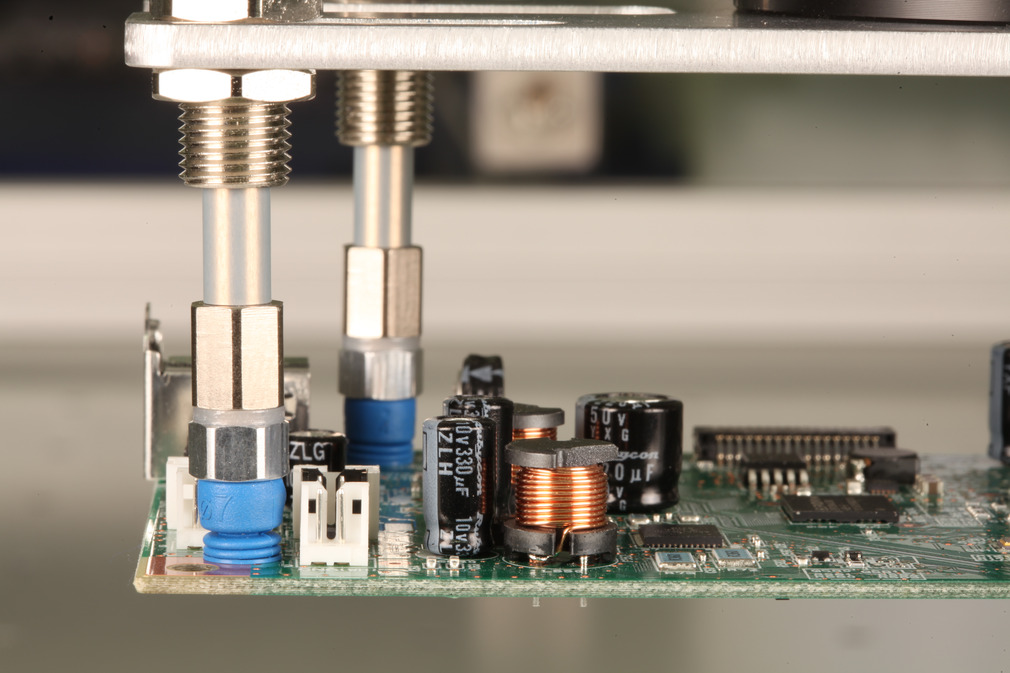
Du fait de la diversité et du nombre infini des géométries d’un circuit imprimé équipé, une solution de manipulation de la platine, qui compense les différences de hauteur des composants et qui empêche dans le même temps un endommagement dû aux charges mécaniques, est souhaitable. Grâce à son volume de flux extrêmement élevé, le préhenseur de composites SCG de la société Schmalz est particulièrement adapté à la manipulation de platines et de composants inégaux. La lèvre d'étanchéité s’ajuste aux géométries. Les balises de soudure, en partie en saillie pour le procédé THT, conduisent à des différences de hauteur que la ventouse à coussin d'air SBS peut compenser (en se basant sur le principe Bernoulli). Une manipulation est ainsi rendue possible.
La technique du vide peut être non seulement mise en œuvre pour le procédé d’équipement mais aussi dans la station d’approvisionnement en composants (« Feeder ») des machines d’équipement. Qu’il s’agisse des bandes blister sur rouleaux (Tape&Reel) ou de l’alimentation de plateaux : dans les deux domaines, les ventouses de Schmalz peuvent être utilisées. Même pour de grands composants et pour la mise à disposition dans des barres en plastique (« Tubes »), Schmalz propose les produits adéquats.





Décharge électrostatique : exigences relatives à la conductivité électrique
Dans l’industrie électronique, les pièces sont partiellement soumises à des contraintes extrêmes, notamment pendant les processus de fabrication et de manipulation. Les composants ou les matériaux peuvent être endommagés non seulement par des sollicitations mécaniques ou thermiques, mais les charges électrostatiques et les décharges électrostatiques (ESD – electrostatic discharge) non contrôlées en résultant provoquent également des dommages irréversibles sur des composants électriques, électroniques ou optoélectroniques tels que des puces à circuit intégré ou des circuits imprimés.
Découvrez des exemples d'application du produit dans divers secteurs d'activité - convivial, informatif et pratique.
Vous n'avez pas trouvé de vidéos appropriées ? Jetez un coup d'œil à notre centre de médias.