

Vakuum-Spanntechnik
- Vakuumspanntechnik für die prozesssichere und verzugsfreie Bearbeitung von Werkstücken in CNC-Bearbeitungszentren
- Flexible Spannlösungen für die Holz-, Metall und Glasbearbeitung
Kategorie anzeigen
Vakuum-Spanntechnik ist ein Spannverfahren, bei dem Werkstücke durch Unterdruck auf einer Aufspannfläche fixiert werden. Die Haltekraft entsteht durch die Druckdifferenz zwischen Atmosphärendruck und dem erzeugten Unterdruck und wirkt flächig über die gesamte wirksame Spannfläche – ohne mechanische Spannpunkte.
Im Unterschied zu mechanischen Spannverfahren, die Kräfte punktuell über Backen, Pratzen oder Schrauben einleiten, verteilt die Vakuum-Spanntechnik die Haltekraft gleichmäßig. Das ermöglicht eine verzugsarme Fixierung und schont die Werkstückoberfläche.
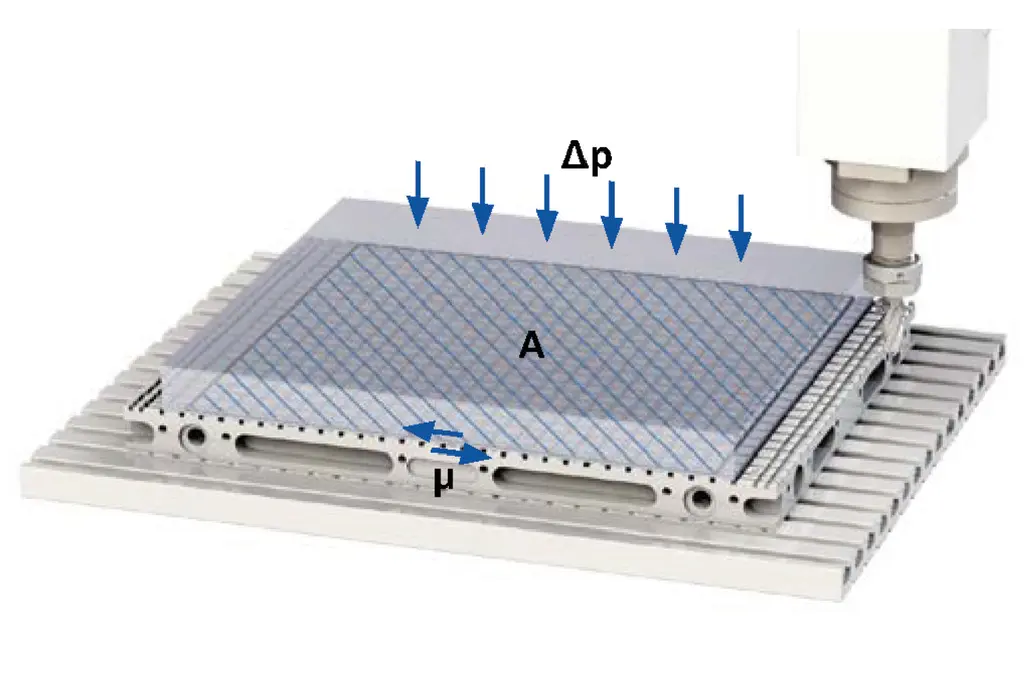
Die horizontale Spannkraft eines Vakuum-Spannsystems – also die Kraft, die Schnittkräften während der Bearbeitung widersteht – ergibt sich aus drei Faktoren:
Fh = A × Δp × μ
Je 100 mbar Druckdifferenz ergibt sich eine vertikale Spannkraft von etwa 1 N/cm². Abhängig von Werkstoff und Oberflächenpaarung liegen typische Reibungskoeffizienten zwischen ca. 0,2 und 0,5.
Da Bearbeitungskräfte in der Praxis überwiegend parallel zur Werkstückoberfläche wirken, ist für die Auslegung von Vakuum-Spannsystemen in der Regel die horizontale Spannkraft maßgeblich. Diese ergibt sich aus der vertikalen Spannkraft multipliziert mit dem jeweiligen Reibungskoeffizienten.
Ein Beispiel aus der Praxis: Ein Aluminium-Werkstück mit 600 cm² Spannfläche wird bei einem Vakuum-Level von 800 mbar auf eine Matrixplatte mit Reibinseln (μ = 0,25) gespannt. Die resultierende horizontale Spannkraft beträgt 1.200 N – ausreichend für ein Zeitspanvolumen von ca. 400 cm³/min beim Schruppen.
Die angegebenen Werte dienen lediglich als Beispiel, da die tatsächlich erreichbaren Bearbeitungsleistungen in der Praxis stark variieren können. Bereits stumpfe Werkzeuge, hohe Zustellungen oder ungünstige Schnittdaten können die auftretenden Bearbeitungskräfte deutlich erhöhen.
Vakuum-Spannsysteme bestehen aus mehreren aufeinander abgestimmten Komponenten zur Erzeugung, Verteilung und Überwachung des Vakuums.
Vakuum-Spannmittel bilden die direkte Schnittstelle zum Werkstück. Je nach Anwendung kommen beispielsweise Matrixplatten, Vakuum-Sauger oder durchsaugende Spannplatten zum Einsatz.
Die Vakuum-Erzeugung erfolgt elektrisch oder pneumatisch. Abhängig von Anwendung und Prozessanforderung werden Systeme mit hohem Unterdruck oder hohem Volumenstrom eingesetzt. Teilweise verfügen die Vakuum-Erzeuger zusätzlich über Flüssigkeitsabscheidungen oder Energiesparregelungen.
Ergänzt wird das System durch Zubehör- und Anbauelemente wie Positionier- und Anschlagelemente, Vakuumüberwachung, Verschlauchung sowie Komponenten zur Vakuumverteilung.

Vakuum-Spanntechnik eignet sich für Werkstücke mit ausreichend glatter und dichter Auflagefläche, die einen stabilen Unterdruck ermöglichen. Das Verfahren ist werkstoffunabhängig und deckt ein breites Einsatzspektrum ab.
Besonders bewährt hat es sich bei der Holz- und Glasbearbeitung. Bei Glas verhindert die flächige Haltekraft lokale Spannungsspitzen, die aufgrund der Sprödigkeit des Werkstoffs zu Mikrorissen oder Bruch führen können.
In der Holzbearbeitung werden Beschädigungen durch punktuelle mechanische Spannkräfte vermieden. Gleichzeitig reichen die vergleichsweise geringen Spannkräfte des Vakuums bei vielen Holzwerkstoffen aus und ermöglichen kurze Rüstzeiten sowie eine flexible Werkstückhandhabung.
Bei der Kunststoffbearbeitung verhindert die gleichmäßige Kraftverteilung Verformungen und schützt empfindliche Oberflächen vor Druckmarken.
In der Holzbearbeitung ermöglichen Konsolentisch-, Rastertisch- und Nestingtisch-Systeme das schnelle und flexible Aufspannen großflächiger Plattenwerkstoffe, beispielsweise in der Möbelproduktion. Kurze Rüstzeiten und die hohe Flexibilität bieten Vorteile bei wechselnden Werkstückgeometrien.
Auch bei dünnwandigen oder großflächigen Metallwerkstücken aus Aluminium oder anderen Nichteisenmetallen bietet das Vakuumspannen Vorteile. Werkstücke lassen sich verzugsfrei fixieren, ohne dass seitliche Spannelemente den Werkzeugzugang einschränken oder punktuelle Spannkräfte Verformungen verursachen.
Die erreichbare Haltekraft ist direkt von der Dichtigkeit des gesamten Systems abhängig. Nur wenn zwischen Werkstück und Spannfläche eine ausreichend dichte Abdichtung besteht, kann der erforderliche Unterdruck aufgebaut und während der Bearbeitung konstant gehalten werden.
Bereits kleinere Leckagen oder Undichtigkeiten führen zu Druckverlusten und reduzieren dadurch die übertragbare Haltekraft. Dies wirkt sich insbesondere bei hohen Bearbeitungskräften oder dynamischen Belastungen negativ auf die Prozesssicherheit aus.
Bei porösen Materialien, stark strukturierten Oberflächen oder sehr kleinen Auflageflächen kann der Aufbau eines ausreichenden Unterdrucks zusätzlich eingeschränkt sein. Werkstücke mit Strukturtiefen oder Unebenheiten von mehr als etwa 0,1 mm erfordern daher in der Regel angepasste Dichtlippen oder Sonderauflagen, um ausreichende Haltekräfte zu erzielen.
Leckageraten werden in der Vakuumtechnik als Volumenstrom in l/min angegeben. Bereits kleine Leckagen können den erreichbaren Unterdruck unter den für die Spannung notwendigen Mindestwert absenken.
Reicht die alleinige Vakuumspannung dadurch nicht aus, kann die Bearbeitungsstrategie angepasst werden, beispielsweise durch eine Reduzierung der Bearbeitungskräfte oder eine Vergrößerung der wirksamen Spannfläche, etwa durch ein späteres Heraustrennen des Werkstücks aus dem Rohteil.
Alternativ kann die Fixierung zusätzlich durch mechanische Anschläge oder ergänzende Spannelemente unterstützt werden.
Gegenüber mechanischen Spannmitteln leitet die Vakuum-Spanntechnik keine punktuellen Kräfte ein, sondern erzeugt eine flächige Haltekraft. Das ist besonders dann vorteilhaft, wenn lokale Belastungsspitzen zu Werkstückverzug, Maßabweichungen oder Oberflächenschäden führen würden.
Zudem bleibt die gesamte Werkstückoberfläche zugänglich, da keine seitlichen Spannelemente benötigt werden. Dadurch ist die Bearbeitung von fünf Seiten in einer einzigen Aufspannung möglich, was die Anzahl der Prozessschritte reduziert.
Die flächige Krafteinleitung wirkt außerdem dämpfend auf Vibrationen. Besonders bei dünnen oder nicht-magnetischen Werkstücken aus Aluminium oder Kunststoff kann dadurch die Bearbeitungsqualität verbessert werden.
Darüber hinaus lassen sich Vakuumspannsysteme flexibel an unterschiedliche Werkstückabmessungen anpassen. Insbesondere bei Kleinserien ermöglichen sie dadurch kurze Rüstzeiten und eine wirtschaftliche Fertigung.
Gegenüber magnetischer Spanntechnik ist Vakuumspannen zudem nicht auf ferromagnetische Werkstoffe beschränkt. Es lässt sich für Holz, Glas, Kunststoff, Aluminium und andere Nichteisenmetalle einsetzen – überall dort, wo eine beschädigungsfreie und verzugsarme Fixierung gefordert ist.
