






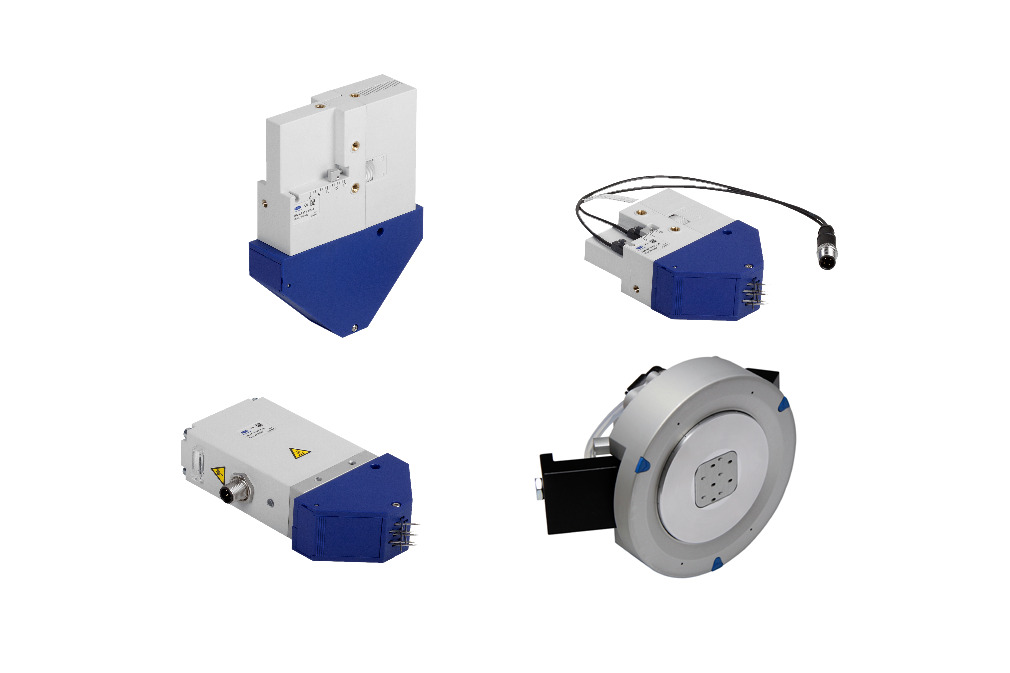
Akış Tutucu SCG
- Vakum kapasitesi: 270 l/dak ila 650 l/dak
- Çap emme plakası: 20 mm ila 50 mm
Kategori göster

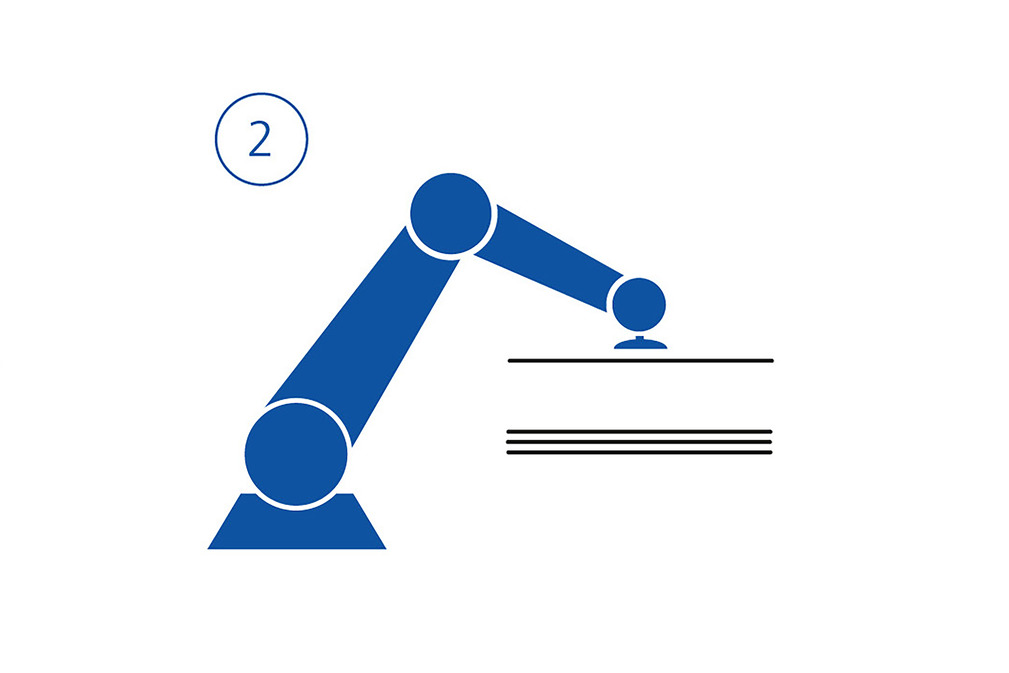
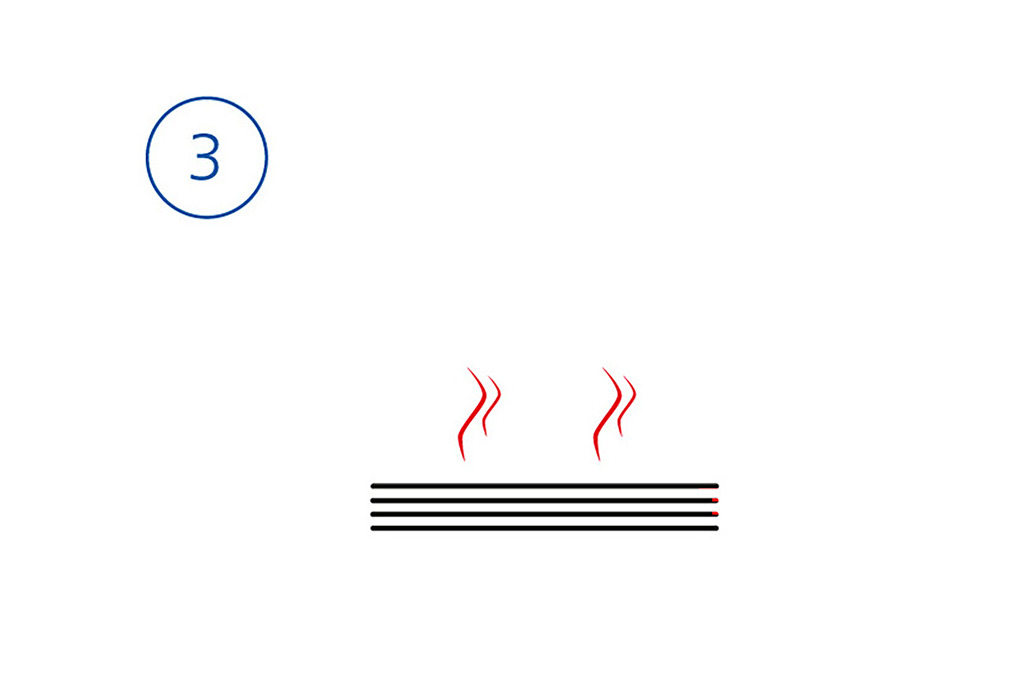
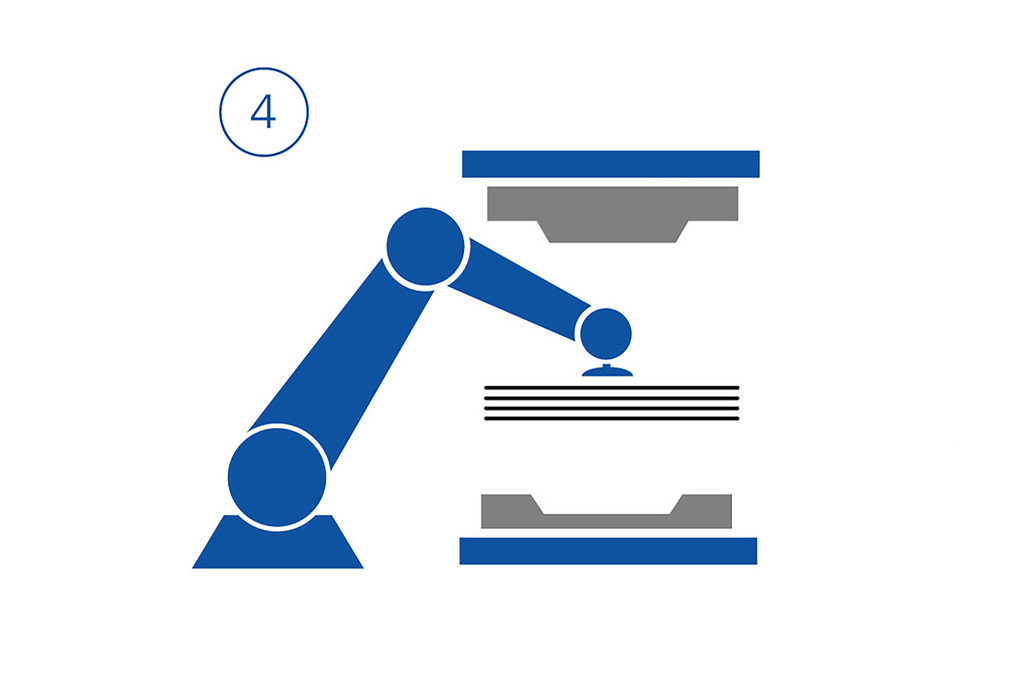
RTM (reçine transfer kalıplama) üretim sürecinde, gerekli şekiller (1) CNC kesim masalarındaki kuru FRP tekstillerinden kesilir. Bir tutucu, hassas iş parçalarını kesiciden alır ve bunları bir masaya veya bir magazine yerleştirir. Bazı durumlarda, kesilen tekstiller daha fazla işlenmeden ve "lay-up" yapılmadan önce geçici olarak saklanır. Bunu yaparken, belirli bir katman yapısı oluşturmak için farklı katmanlar tanımlanmış bir sırayla üst üste yerleştirilir (2). Sürece bağlı olarak, kesilen parçalar daha sonra ısıtılır ve şekli nihai ürüne benzeyen bir ön kalıp oluşturmak için manuel veya otomatik olarak örtülür (3-5).
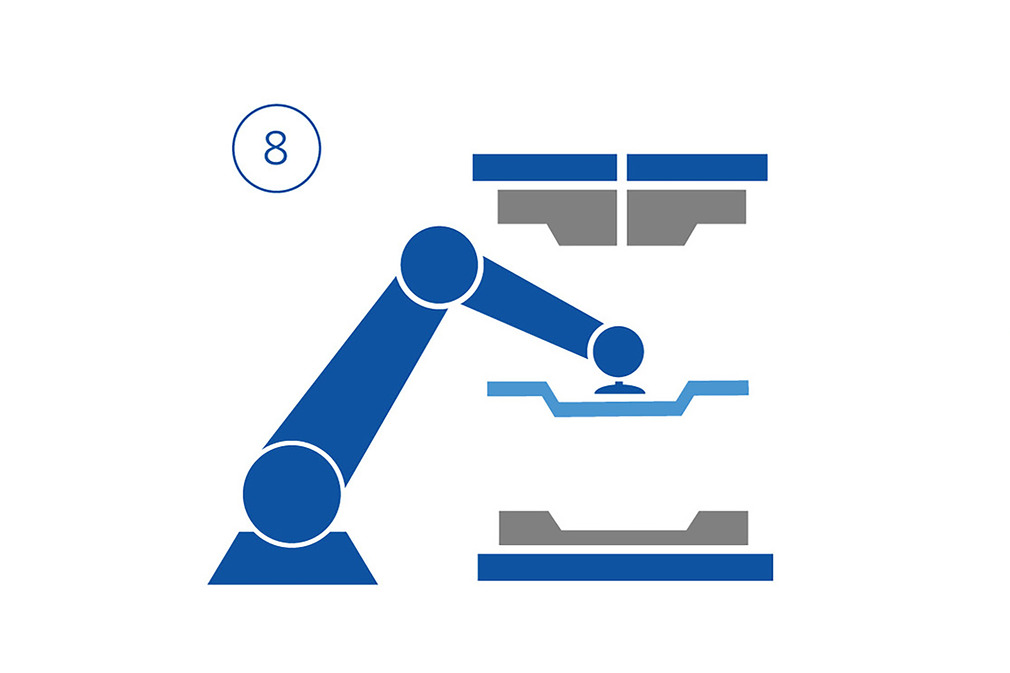
Ön şekillendirmeden sonra, hala gözenekli, kararsız, üç boyutlu preform kalıptan çıkarılır (6). Daha sonra preform RTM presine yerleştirilir. Aletin içine bir reçine ve sertleştirici karışımı enjekte edilir ve iş parçasını sertleştirmek için basınç ve ısı uygulanır (7). İş parçası presten çıkarıldıktan sonra (8), bir bitirme işlemi (9) ona son şeklini verir. Bu işlem genellikle bir CNC freze makinesinde veya su jeti kesimiyle gerçekleştirilir.
RTM sürecinin yanı sıra ıslak presleme gibi başka benzer üretim süreçleri de vardır. RTM prosedüründen farklı olarak, reçine gerçek presleme işleminden önce uygulanır, bu da yığının ıslak halde preslendiği ve kürlendiği anlamına gelir.
Gözenekli tekstillerin güvenli bir şekilde kavranması
Tekstiller son derece hassastır; elyaf yöneliminin elleçlemeden etkilenmemesi çok önemlidir. Schmalz, bu taşıma adımı için kompozit tutucu SCG veya iğneli tutucu SNG'nin kullanılmasını önermektedir. Kompozit tutucu, entegre vakum üretimine sahip, bağlanmaya hazır bir tutma ünitesidir ve hassas iş parçalarının nazikçe kavranmasını sağlar. İğneli tutucu SNG, iş parçasına 24 adede kadar iğne ile nüfuz eder. Tutucuların her iki tarafındaki iğneler, tekstili güvenli bir şekilde tutmak için gerekli gerilimi oluşturmak üzere zıt yönlerde hareket eder.
Kürlenmiş iş parçalarının çıkarılması ve istiflenmesi
Kürlenmiş ve genellikle hala sıcak olan iş parçalarının RTM aletinden çıkarılması sırasında iz bırakmadan güvenli bir şekilde kavranması gerekir. HT1'den yapılmış vantuzlar bu işlem için idealdir. Bu vantuzlar ısıya dayanıklıdır ve silikon içeren veya boyama işlemlerini bozabilecek maddeler içermez. FRP bileşenleri daha sonraki bir aşamada kaplanacaksa, bu olası yüzey kusurlarını ortadan kaldırır.






Ürünün çeşitli endüstrilerdeki uygulama örneklerini keşfedin - kullanıcı dostu, bilgilendirici ve pratik.
Uygun video bulamadınız mı? O zaman medya merkezimize bir göz atın.