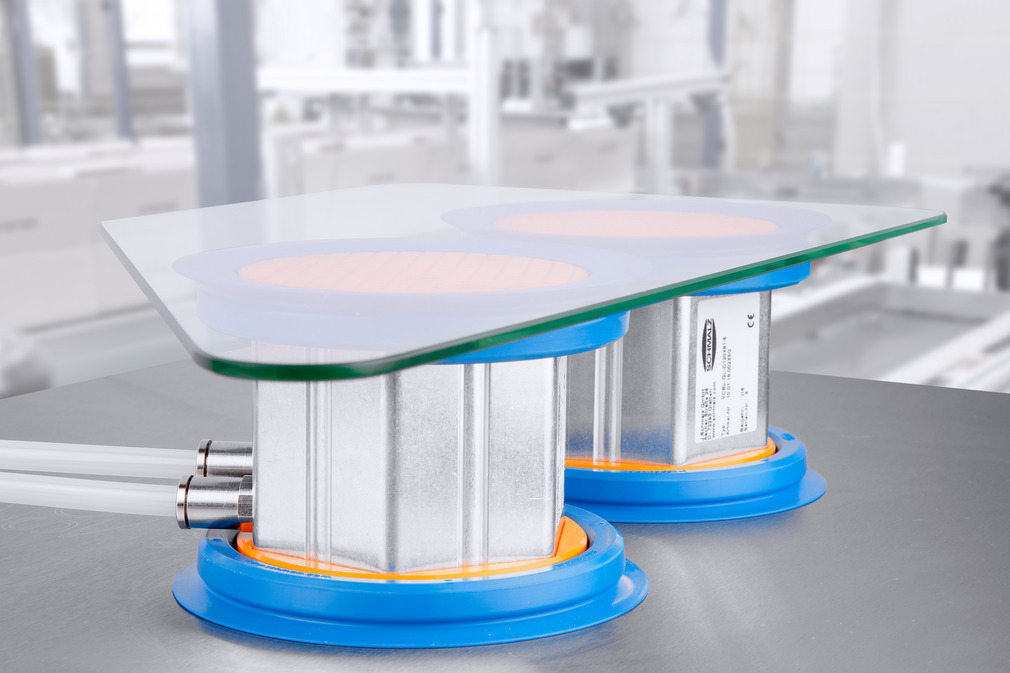



Vacuum Clamping Technology for Wood
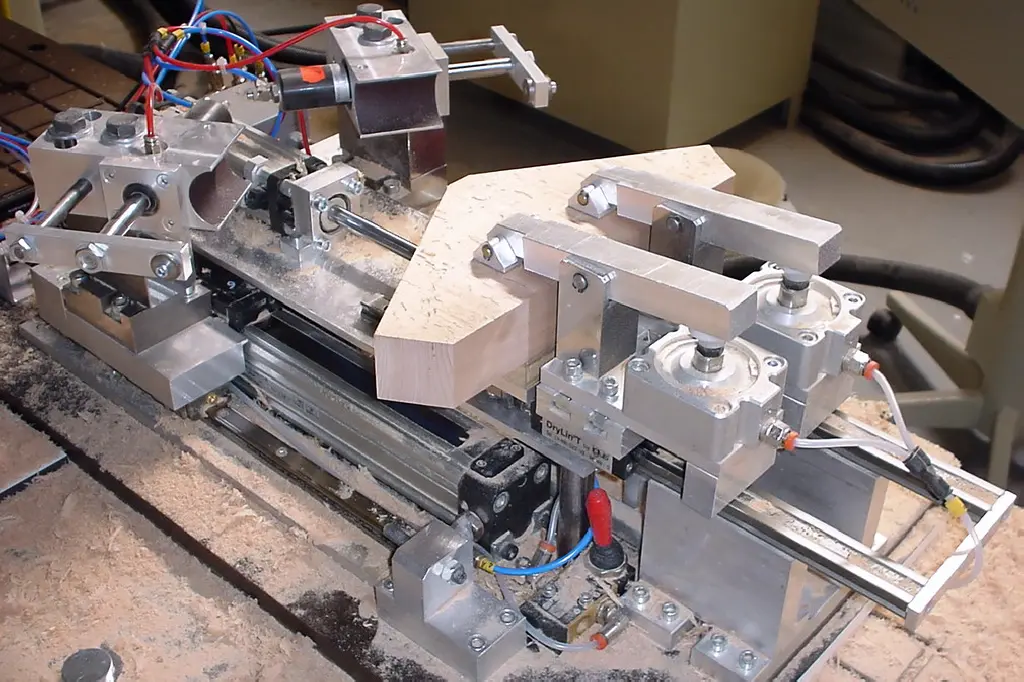
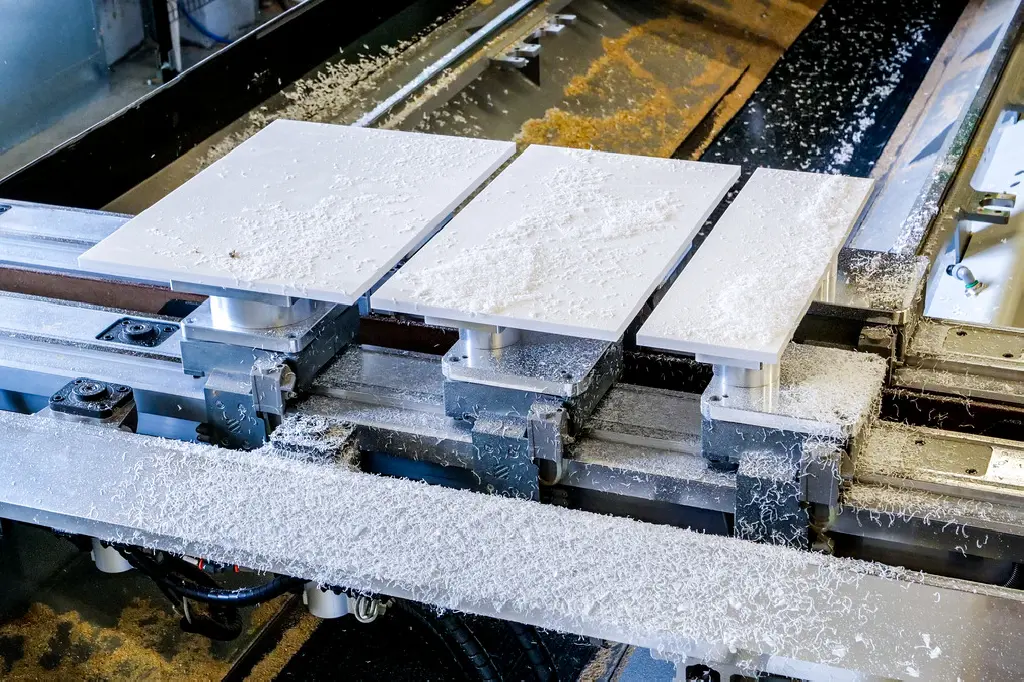
- Vacuum clamping technology for CNC machining of wooden workpieces
- Solutions for console table, grid table and flat table systems
- Clamping equipment for both narrow workpieces and workpieces made from solid wood
- Clamping solutions for modernizing CNC machining centers
Show category