

Dry-Running Vacuum Pumps EVE-TR
- Suction capacity up to 244 m³/h
- Max. vacuum: 92 %
Show category
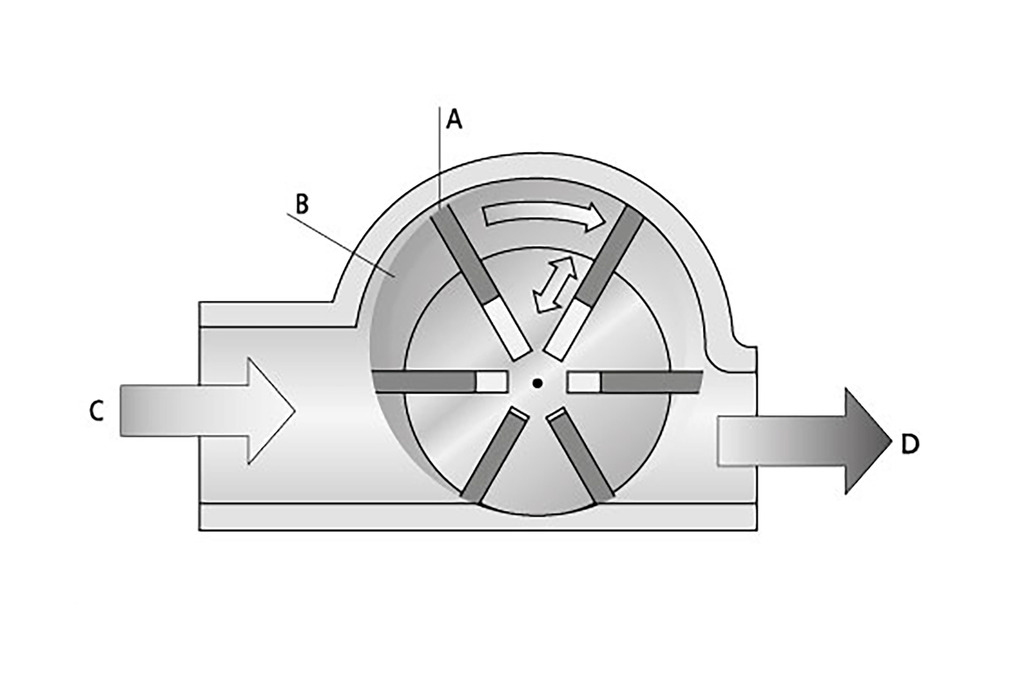
Vacuum pumps include an eccentrically mounted impeller with lamellas (A) which are pressed against the walls of the housing by centrifugal force and thus provide a seal. As the impeller rotates, the size of each chamber (B) varies. As the chamber becomes larger, the air in it expands and the pressure drops, resulting in a partial vacuum. The air is drawn in through the inlet (C), compressed and ejected through the outlet (D).
Due to their high compression factor, pumps generate a very high vacuum and according to the type, have a very high suction capacity.
Advantages of vacuum pumps
Typical areas of application
We distinguish between three basic types of vacuum pumps:

